

All you need to know about cutting fluids
Basics of Cutting Fluids
We are starting our Cutting Fluids Course with some introductory notions on cutting fluids: what are they, how many types of cutting fluids are there, what are their functions, how to apply them and what are their benefits.
This information isn’t something completely new and you might have read about some or all of these things before. But still, it is always good to remember even the basic notions so further complex notions will be understood more easily.
Definition of Cutting Fluids
Cutting fluids are coolants and lubricants formulated specially for metalworking operations, from stamping and drawing to drilling, grinding or boring. They are made from petroleum distillates, synthetic and fully synthetic. They can be known as cutting oils, cutting compounds, coolants or lubricants, depending on the context of the operation and which type is used.
Most metalworking and machining processes can benefit from the use of cutting fluids for most workpiece materials, ferrous and non ferrous metals.
Importance of cutting fluids
Cutting fluids play a significant role in machining operations and impact overall shop productivity.
During machining operations, the friction between the work pieces, cutting tolls and material chips lead to an increased temperature of the cutting tools. This generated heat affects all parts involved in a negative manner. It reduces the tool life, increases the roughness of the surface of the finished piece and lowers the dimensional sensitiveness of work material.
Therefore, cutting fluids are used in metal machining for a variety of reasons such as improving tool life, reducing work piece thermal deformation, improving surface finish and flushing away chips from the cutting zone.
Type of cutting fluids
Cutting fluids can be essentially divided into four categories
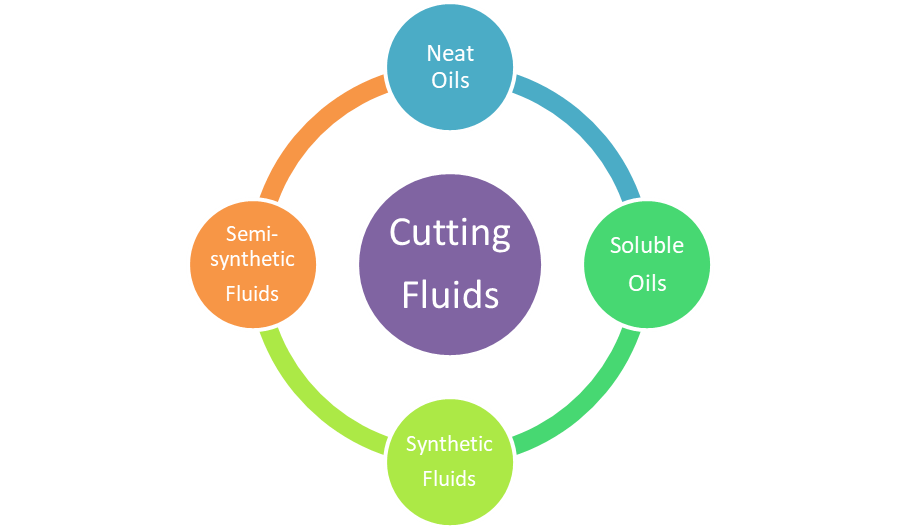
Neat oils are non-emulsifiable and are used in machining operations in an undiluted form. They are composed of a base mineral or petroleum oil and mostly with extreme pressure additives. Neat oils provide the best lubrication and the cooling characteristics among cutting fluids.
Synthetic Fluids contain no petroleum or mineral oil base and instead are formulated from alkaline inorganic and organic compounds along with additives for corrosion inhibition. They are generally used in a diluted form (usual concentration is 3 to 10%). Synthetic fluids often provide the best cooling performance among all cutting fluids.
Soluble Oil Fluids form an emulsion when mixed with water. The concentrate consists of a base mineral oil and emulsifiers to help produce a stable emulsion. They are used in a diluted form (usual concentration = 3 to 10%) and provide good lubrication and heat transfer performance. They are widely used in industry and are the least expensive among all cutting fluids.
Semi-synthetic fluids are essentially a combination of synthetic and soluble oil fluids and have characteristics common to both types. The cost and heat transfer performance of semi-synthetic fluids lie between those of synthetic and soluble oil fluids.
Function of cutting fluids

The primary function of cutting fluids is to provide enough lubrication and cool down the temperature during the operation. These two characteristics (lubrication and cooling) are critical in decreasing tool wear and extending its life. Cooling and lubrication are also important factors in achieving the desired size and shape of the work piece.
Cooling influences machining operations in various ways. It can decrease the temperature of the chip at the contact between the chip and tool, which directly affects the friction force between the two. However, contact pressures are so high that the cutting fluid has no path by which it can completely penetrate the contact area: cooling is mainly indirect via modified conduction through the chip.
Remote from the cutting edge, the coolant always play a major role in maintaining the machined material at ambient temperature, reducing error of size resulting from thermal expansion. The primary reason for cooling is to retard high rates of face and flank wear by curbing the sharp temperature rise which accompanies short ranges of higher speeds for a given tool. Low temperatures were correlated with smaller cutting forces and small chip curl diameters; higher temperatures were associated with high cutting forces, and larger chip curl diameters. The results showed that cutting oils as well as aqueous coolants lowered cutting temperature. Cutting oils achieve this by reducing heat generation, while aqueous coolants by heat removal.
Lubrication reduces the friction between surfaces which are in relative motion. At any given rate, the force holding the parts together controls the intimacy of contact and thus has a direct influence on frictional force.
There is also a secondary function of cutting fluids which is to flush away the chips from the cutting zone. Due to the pressure of how it is applied, cutting fluids disperses chips and metal fines from the tool and workpieces surface which helps in obtaining a better surface finish. It also prevents the working piece from becoming marred and prevents accumulation of built-up edge (BUE)
How to apply Cutting fluids
Cutting fluids can be applied in various ways, depending on the shop setup, machines available and type of machining operation. Each method of application has, of course, its own advantages and disadvantages.
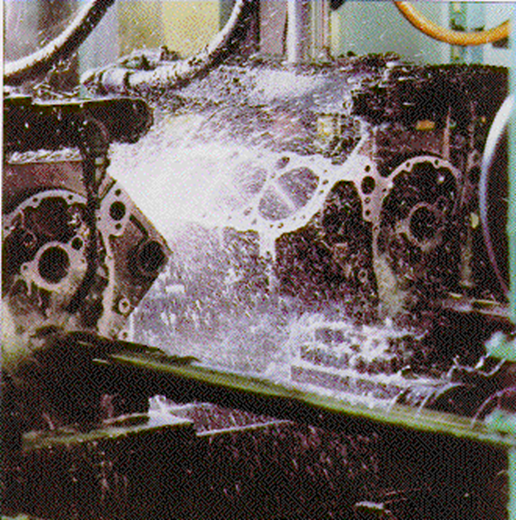
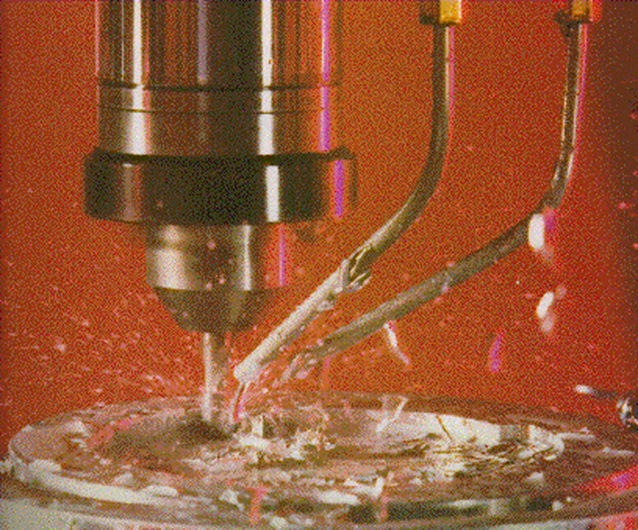
Flood Application of Fluid
In this method, a flood of cutting fluid is delivered and applied on the workpiece via the usage of a pipe, hose or nozzle system. Fluid is directed under pressure to the tool/workpiece interface in a manner that produces maximum results. Pressure, direction and shape of the fluid stream must be regulated in order to achieve optimum performance.
The method is commonly used for shallow cut grinding operations.
Advantages: it’s the most common and easy to set up lubrication method
Disadvantages: not very efficient as a lot of fluid is wasted, also creating high quantities of residue
Benefits of cutting fluids
To sum up, cutting fluids are extremely important in machining operations because of their benefits:
- Increases tool life by enabling the operations at a lower temperature
- Better surface finish due to lowered friction
- Ease chip flushing due to method of application
- Cutting fluids can offer some degree of corrosion protection due to extra EP additives that it contains
- Workpieces can be used directly since they are cooled down in the operation
How to select the right cutting oil?
Choosing a cutting oil isn’t simple as one might think. It is a complex process that involves taking into consideration different factors and different requirements from key areas (quality control, production, maintenance, safety, disposal, purchasing, etc.). If the choosing process is done superficial, the cutting oil will do more harm to both the machine and the production, and even pose a hazard health for the operator.
However, if done right, a well-chosen cutting oil will yield a great return by extending the life, achieving a higher and more qualitative output and thus maximize your operations. That is why it is important to know which factors to take into consideration.
The most significant three with the upmost priority are the type of the workpiece material, the type of machining operation that will take place and the type of the machine itself and its cutting tool.
Workpiece material
Some materials are easier to work with than others. Find below some key information for each type of metal.
- Aluminum – is easy to machine even with general-purpose oils. During the machining of this metal and its alloys, high temperatures will not happen. Waterless cutting oils should be used to prevent the occurrence of buildup edge (BUE), which is more frequent in aluminum work. Medium extreme-pressure (EP) additive and anti-weld performance are recommended properties for cutting oil to have. Also, it the oil should be non-active so it will not leave a stain.
- Cast Iron – is brittle during the machining operation. The friction between cutting tool and chip is less due to small size chip formation. It was proposed that using emulsion cutting fluids increases surface finish quality and prevents dust formation during machining. The concentration of emulsion cutting fluid should be kept around 12% – 15% to decrease oxidation.
- Steel and stainless steel – demand high performing cutting oils. High pressure and additive containing oils are the most recommended for operation. Sulphur added oils will leave stains over machined surfaces and should not be used. For heat resistant and tough to cut alloys, water based cutting fluids are advisable due to temperature of the cutting area.
- Brass – easy to machine with and high-pressure cutting oils are advised
- Copper and alloys – recommended oils are emulsion cutting fluids or thin mineral oils are advised.
- Nickel and alloys – nickel can be machined dry or with cutting fluids. The higher the cutting speed and feed rate, the better is to use a cutting fluid in machining. Generally, sulfured mineral oil as cutting fluid is preferred. Water based cutting fluids are used in turning with high cutting speed, milling and drilling operation.
Type of machining operations
As a general rule, the most difficult machining process will need to use more cutting fluid.
Scale of operations difficulty:
- Grinding
- Cutting with saw
- Turning
- Planning and shaping
- Milling
- Drilling
- Reaming
- Threading (using high cutting speed and low feed rate)
- Threading operation with shape tools
- Boring
- Drilling deep holes
- Gear production
- Screwing with thread
- Screwing with tap
- Outer broaching
- Inner broaching
Easy machining operations (turning, forming, drilling, milling, etc.) can be performed at higher speeds and require high levels of cooling with only modest EP capability. The milder operations can be performed with lower viscosity, lightly added fluids.
Difficult machining operations must be run at lower speeds and require a great deal of anti-weld protection. Oils designed specifically for the most difficult operations, like thread-cutting or broaching, are generally higher in viscosity and loaded with EP additives like active sulfur and chlorine.
The type of machine
The type of machinery will also dictate some of the cutting oil characteristics. For example, screw machines experience heavy cross-contamination between the lube oil and cutting oil. For this reason, these machines frequently run on dual-purpose or tri-purpose oils that can be used in the lube boxes, hydraulic and cutting oil sumps. Grinders, gun drills and deep-hole drilling machines require lighter viscosity oils for high rates of cooling, good chip and swarf flushing, through-the -tool delivery and high-pressure application without foaming. CNC OEMs may place restrictions on the cutting oil due to potential incompatibility between the cutting fluid and machine components, such as seals. Centerless grinders may require a tougher fluid than surface grinders. Always be ready to discuss your plant equipment when requesting recommendation for metalworking fluids from your supplier.
The type of cutting tool
High speed steel cutting tools can be used with all type of cutting fluids.
However waterless cutting fluids are preferred when difficult-to-cut materials are machined.
In case of the tungsten carbide (WC) cutting tools application, more cooling characteristics from cutting fluids are required. This is because of high generated heat in the interface of cutting tool and workpiece material. The negative effect of generated heat during machining with WC cutting tools causes raped tool wear.
Hence toll life will be shorter and surface finish quality falls.
Cubic boron nitrate (CBN) and polycrystalline diamonds (PCD) cutting tools have been found important been found important place in machining processes. However, these cutting tools are expensive and they can protect their characteristics in high temperature machining conditions. They are generally used in finish machining operation to obtain high dimensional accuracy and excellent surface finish quality. The application of cutting fluids is not necessary when machining operations are carried out with these cutting tool materials.
These are the three main factors to take into consideration when choosing a cutting fluid. However, two more secondary factors should be taken into consideration.
These are the three main factors to take into consideration when choosing a cutting fluid. However, two more secondary factors should be taken into consideration.
The plant Processes
As a whole should be taking into consideration in the selection of the fluid as early as possible to avoid wasting resources. Cutting oils must meet your production requirements without causing issues in downstream activities.
Fluids that are ideal for the machining applications may cause serious issues with cleaning, painting, packing, and disposal. A review of downstream processes, including storage and transportation, will identify key requirements that the metalworking fluid must meet.
Chemical Restrictions
Such as wastewater disposal, employee health and safety or client requirements can also affect the choice of cutting fluid. Be sure to have inputs from key staff members to gather insights on these restrictions.